Quick Summary
Disconnected systems in production, inventory, finance, and supply chain limit manufacturing visibility and efficiency. Modern ERP platforms address this by unifying data, standardising workflows, and enabling faster enterprise-wide decisions.Key Takeaways
- Legacy systems and disconnected tools continue to create manufacturing data silos.
- ERP connects production, inventory, finance, and supply chain operations in real time.
- Unified ERP visibility improves forecasting, reporting accuracy, and operational agility.
- Real-time ERP data helps manufacturers support AI and Industry 4.0 initiatives.
- Integrated ERP ecosystems reduce manual reporting and improve business scalability.
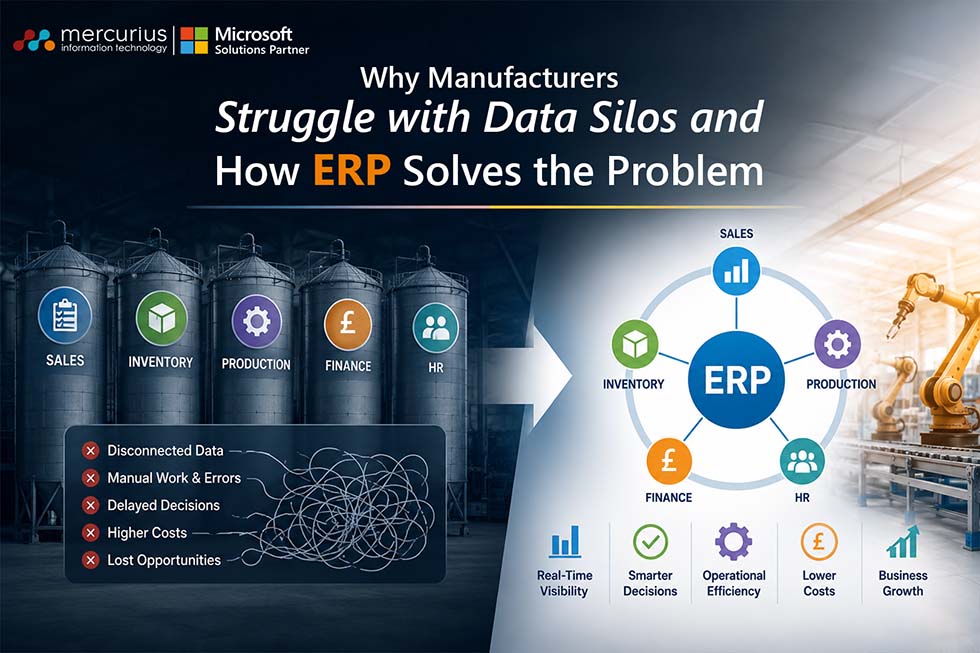
Although manufacturers invest heavily in digital manufacturing technologies, many still lack real-time operational visibility. Data from production, inventory, procurement, finance, and supply chain systems often remains isolated in disconnected systems, leading to delays, inefficiencies, and costly decision-making blind spots. In fact, 80% of manufacturing leaders prioritise data and analytics to improve processes, underscoring the need for connected operations.
The challenge is no longer data collection but unifying and operationalising it across the enterprise. This blog examines why manufacturers struggle with data silos, the operational impact of disconnected systems, and how modern ERP platforms support a connected and data-driven manufacturing ecosystem.
Why Manufacturers Struggle with Data Silos and How ERP Solves It?
Data silos frequently result from disconnected systems, plant-level customisation, fragmented processes, and inconsistent data management. Increasing complexity in manufacturing operations exacerbates these silos, which hinder visibility, forecasting accuracy, collaboration, and effective decision-making.
Modern enterprise resource planning (ERP) systems address these challenges by integrating departmental functions, standardising workflows, and creating a unified operational ecosystem that enables real-time visibility into data.
1. Legacy Manufacturing Systems Create Disconnected Operations
Many manufacturers continue to rely on legacy ERP, MES, or on-premise systems that are inadequate for contemporary connected manufacturing requirements. The adoption of disparate applications and databases leads to isolated operational data, which causes delayed reporting, inconsistent information, and restricted visibility.
How does ERP address this?
Modern ERP platforms like Business Central integrate manufacturing, inventory, procurement, finance, and supply chain operations within a connected ecosystem. Cloud-based integrations and APIs establish a single source of truth, enhancing visibility and minimising manual reconciliation. Microsoft reports that connected ERP ecosystems eliminate fragmented operational visibility in manufacturing.
Improve Manufacturing Visibility Across Every Department
Connect operational data across plants, teams, and systems to support faster and more informed decision-making.
2. Departments Operate in Isolation Across the Enterprise
In many manufacturing organisations, production, procurement, warehouse, finance, and supply chain teams use separate tools and reporting structures. This focus on individual KPIs over enterprise-wide goals slows information sharing, creates conflicting datasets, and reduces forecasting accuracy.
How does ERP address this?
ERP implementation addresses this by centralising workflows and enabling real-time data sharing across departments. All functions operate within a connected environment, with teams gaining shared visibility through standardised dashboards and reporting. ERP thus serves as a collaboration enabler, not just a software platform.
3. Multi-Plant Manufacturing Environments Increase Data Fragmentation
Manufacturers with multiple facilities often face fragmented systems, inconsistent processes, and duplicate records. Acquisitions can introduce different ERP environments and disconnected workflows, making enterprise-wide reporting and coordination more difficult.
How does ERP address this?
Business Central unifies multi-plant operations by standardising data structures, reporting frameworks, and business processes across all locations. Centralised master data management enhances consistency, while multi-entity ERP environments improve visibility. In fact, fragmented master data constitutes a significant operational barrier for manufacturers.
4. Poor Data Governance Leads to Inconsistent Information
In the absence of clear data ownership and governance, manufacturers encounter duplicate records, inconsistent naming conventions, and unreliable reporting. Poor data quality undermines trust in insights, generates compliance challenges, and impedes the scaling of analytics initiatives.
How does ERP address this?
ERP systems establish structured governance by standardising data management and implementing automated validation controls. Role-based access and centralised data structures enhance accuracy, consistency, and reporting reliability. Gartner reports that weak governance results in poor data quality and siloed processes.
5. Spreadsheet Dependency Prevents Real-Time Visibility
Despite ongoing digital transformation initiatives, many manufacturers continue to rely extensively on spreadsheets, manual reports, and email-based updates for operational data management. This reactive approach prolongs reporting cycles, elevates the risk of human error, and restricts real-time decision-making.
How does ERP address this?
ERP addresses these inefficiencies by automating reporting processes and delivering live operational dashboards. Executives obtain immediate visibility into production, inventory, procurement, and supply chain performance without reliance on manual data consolidation. Consequently, manufacturers transition from reactive reporting to proactive operational management.
6. Supply Chain Complexity Creates Siloed Decision-Making
Modern manufacturing supply chains encompass multiple suppliers, logistics providers, sourcing partners, and warehouse systems. When these systems function independently, visibility becomes fragmented, which reduces responsiveness and increases operational risk. This fragmentation can result in inventory shortages, overstocking, delayed procurement, and ineffective disruption management.
How does ERP address this?
ERP integrates procurement, inventory, warehouse, and supplier data within a unified platform. Real-time visibility enhances demand forecasting, inventory planning, and operational coordination. Integrated ERP environments also strengthen collaboration between manufacturing and finance, thereby improving business agility.
7. Siloed Data Limits AI and Smart Manufacturing Initiatives
AI agents, predictive analytics, agentic AI and Industry 4.0 initiatives depend on clean, connected, high-quality data. Fragmented systems generate incomplete datasets, which restrict manufacturers’ capacity to implement advanced technologies and adversely affect forecasting, predictive maintenance, and analytics.
How does ERP address this?
ERP solutions for manufacturing provides the connected data foundation required for AI, IoT, predictive analytics, and smart system implementations. By centralising operational information, ERP enhances analytics readiness and facilitates digital transformation.
And even executives believe that smart manufacturing and operations will drive benefit across the organisation.
Key ERP Capabilities That Help Eliminate Manufacturing Data Silos

Eliminating data silos involves more than consolidating systems. Manufacturers require modern ERP capabilities that provide real-time visibility, standardised operations, and seamless data flow across departments and facilities. These features enhance coordination, reduce manual processes, and support faster, data-driven decisions.
1. Centralised Operational Dashboards
Centralised dashboards in Dynamics 365 BC offer a unified view of production, inventory, procurement, finance, and supply chain operations. This enables leadership to monitor performance in real time and make strategic decisions promptly.
2. MES and ERP Integration
Integrating MES with ERP links shop-floor operations to enterprise planning systems, providing greater production visibility, more accurate scheduling, and faster operational reporting.
3. Multi-Plant Visibility
Multi-plant visibility allows manufacturers to monitor operations, inventory, and performance metrics across all facilities from a single platform, improving coordination and standardisation.
4. Real-Time Inventory Tracking
Real-time inventory tracking reduces stock discrepancies, prevents shortages, and improves planning by providing accurate visibility into material availability and movement.
5. Supply Chain Integration
ERP-driven supply chain integration connects suppliers, procurement, warehousing, and logistics, improving forecasting accuracy, procurement efficiency, and supply chain responsiveness.
6. Cloud ERP Accessibility
Cloud ERP platforms provide secure access to operational data from any location, enabling better collaboration across teams, facilities, and remote decision-makers, and supporting scalability.
7. Master Data Management
Master data management standardises business-critical information, including vendors, materials, inventory records, and reporting structures, to improve consistency across the organisation.
8. Embedded Analytics and BI
Embedded analytics and business intelligence tools enable manufacturers to turn operational data into actionable insights for forecasting, performance monitoring, and strategic planning.
9. API-Based Integrations
API-based integrations enable ERP systems to connect seamlessly with existing manufacturing applications, third-party platforms, and legacy systems without disrupting operations.
10. Automated Workflows
Automated workflows minimise manual intervention in procurement, approvals, reporting, and inventory management, increasing efficiency and reducing delays.
Best Practices for Manufacturers Looking to Eliminate Data Silos
Eliminating data silos requires more than implementing a new ERP system. Manufacturers need a structured approach that focuses on governance, integration, collaboration, and long-term scalability. The following best practices help organisations build a more connected and data-driven operational environment.
")
Ready to unify manufacturing operations?
Explore how ERP creates a connected foundation for scalable growth and digital transformation.
Bottom Line
Manufacturers can no longer afford disconnected systems and fragmented decision-making. As operations grow more complex, data silos continue to impact visibility, forecasting accuracy, operational efficiency, and long-term scalability.
Modern ERP platforms address these challenges by enabling seamless data flow across production, inventory, finance, procurement, and supply chain operations. The right ERP strategy enhances collaboration, speeds up decision-making, and supports digital transformation and growth.
As a trusted Business Central implementation partner, Mercurius IT helps manufacturers unify operations, remove data silos, and deploy scalable ERP solutions tailored to changing business needs.
Frequently Asked Questions
Why do manufacturers struggle with data silos?
Manufacturers often use disconnected systems for production, inventory, finance, procurement, and supply chain operations. Legacy applications, spreadsheets, and plant-specific software restrict data sharing, leading to visibility gaps, inconsistent reporting, and slower decisions.
How does ERP eliminate manufacturing data silos?
ERP eliminates data silos by connecting manufacturing, inventory, procurement, finance, and supply chain operations on a single platform. This provides real-time visibility, standardised reporting, and a unified source of operational data.
How does ERP support Industry 4.0 initiatives?
ERP supports Industry 4.0 by integrating operational data with IoT, AI, predictive analytics, and smart manufacturing systems. This integration enhances automation, forecasting, production visibility, and data-driven decisions.